
Im getakteten Produktionsbetrieb kann eine Rissprüfung beispielsweise mittels Laseranregung und Wärmeflussauswertung realisiert werden. Steht der Prüfling dabei still, so erzeugt die Lasereinheit ein Punktmuster an der Prüflingsoberfläche. Die Thermokamera nimmt die Abkühlung, bzw. die Temperaturverteilung als Zeitsequenz auf, und wertet diese auf Unterbrechungen des Wärmeflusses hin aus. Unterliegt der Prüfling einer kontinuierlichen Bewegung, so wird anstelle des Punktmusters einfach die Oberfläche abgescannt, um flächendeckende Rissprüfungen vorzunehmen.
Anwendungsbeispiel:
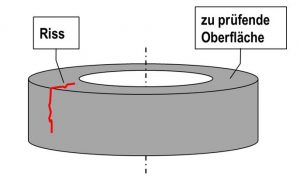 Ein rotationssymmetrischer Prüfling, dessen Deckfläche frei zugänglich ist, wird in einem Rundtakttisch mit Laser-induzierter Wärmeflussthermografie auf Risse geprüft.
Ein rotationssymmetrischer Prüfling, dessen Deckfläche frei zugänglich ist, wird in einem Rundtakttisch mit Laser-induzierter Wärmeflussthermografie auf Risse geprüft.
Die Risse stehen weitgehend senkrecht zur Deckfläche und haben eine unbekannte Orientierung. Sie sind visuell, mit dem Mikroskop nur zum Teil erkennbar, und manchmal an der Oberfläche geschlossen.
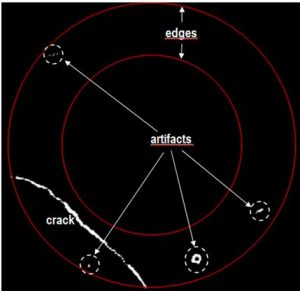 Während der Prüfling sich dreht, scannt das Rissprüfsystem dessen Oberfläche ab, und setzt sie zur Anzeige zu einem ganzen Bild mit den gefundenen Rissen zusammen.
Während der Prüfling sich dreht, scannt das Rissprüfsystem dessen Oberfläche ab, und setzt sie zur Anzeige zu einem ganzen Bild mit den gefundenen Rissen zusammen.
Eigenschaften des Prüfsystems:
Prüftakt: 2.6s
vollständig gekapselte Einheit
Teilezufuhr und Ausschleusung durch Förderband
nok-Teile werden automatisch aus dem Produktionsfluss entfernt

Ihr Ansprechpartner
Ing. Gerhard Traxler
Machine Vision
+43 7252 885 951
gerhard.traxler@nullprofactor.at
