
Der Prüfling bewegt sich, auf einem Förderband liegend unter einer Serie punktförmiger Wärmequellen (Xenonscheinwerfer) hindurch. Dadurch entsteht eine schmale Wärmespur, die sich mit der Zeit seitlich ausbreitet.
Liegt nun ein Riss in der Wärmeausbreitungsstrecke, dann kommt es zu einer Diskontinuität im Temperaturprofil und das Prüfsystem kann ihn anhand seines Profils erkennen.
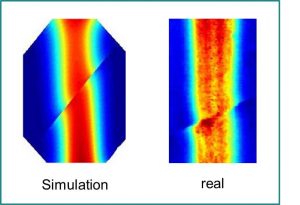
Die beiden Thermobilder zeigen den typischen Temperaturverlauf für eine Probe mit Riss.
Ausgewertet werden die Temperaturdaten automatisch durch Vergleich der IST-Profile mit SOLL-Profilen, bzw. durch Ermittlung von Diskontinuitäten in den Profilen.
Die Methode unterliegt leider der Einschränkung, dass ein Riss, der genau 90° zur Wärmespur liegt, oder ein Riss der genau in der Mitte der Wärmespur liegt nicht gefunden wird. Zur Abhilfe kann die Wärmequelle gepulst werden. Dadurch entsteht auch in der Wärmespurrichtung ein Wärmefluss, der durch einen Riss unterbrochen würde. Alternativ kann auch die „Bugwelle“ direkt am Wärmespot beobachtet werden, um orthogonal orientierte Risse zu finden.
Eigenschaften der Prüfung:
- voll automatisch
- Für Prüflinge, die bereits auf einem Förderband transportiert werden, ist kein gesondertes Händling nötig.
- geeignet für Materialien mittlerer thermischer Leitfähigkeit
- geeignet für Prüflinge mit ebener Oberfläche

Ihr Ansprechpartner
Ing. Gerhard Traxler
Machine Vision
+43 7252 885 951
gerhard.traxler@nullprofactor.at
